|
|
|

 |
c
h i a r i f i c a z i o n e d e l
m o s t o
In
questa fase di lavorazione prefermentativa il mosto viene chiarificato per diminuire la
torbidità e la viscosità da pectine e sostanze azotate. La drastica riduzione di queste
ultime è importante per il controllo dello sviluppo dei lieviti fermentanti e per ottenere
una fermentazione lenta con produzione di un bouquet più completo ed armonioso. Il basso
tenore di azoto migliora anche la stabilità del prodotto durante la conservazione abbassando
il rischio di incorrere in una disacidificazione malolattica.
Esistono
vari metodi di chiarificazione:
- mediante formazione di pectato di
calcio
- per depectinizzazione e collaggio con gelatina
- flottazione
- ultrafiltrazione
La
defecazione mediante formazione di pectato di calcio è un processo naturale basato sulla
defecazione statica del mosto e viene eseguita da molte aziende francesi per ottenere un sidro
di qualità superiore attraverso il blocco naturale della fermentazione. Il processo consiste
nella deesterificazione e idrolisi delle pectine
da parte degli enzimi pectolitici presenti naturalmente nel succo con formazione di catene di
acido pectinico che viene insubilizzato a sale. In questa salificazione il calcio forma il
pectinato di calcio che gelifica e floccula in superficie due o cinque giorni più tardi. La
sua azione è comparabile a quella di un filtro che, salendo, trascina con sé molte
particelle sospese formando una crosta compatta e sottile di colore bruno chiamata cappello o
" chapeau brun" sulla superficie. Il mosto risulta a questo punto limpido e
travasabile. Il coagulo galleggia grazie alla formazione di anidride carbonica durante la fase
fermentativa e trattiene non solo le particelle in sospensione ma anche parte di microrganismi
e delle sostanze azotate allungando il periodo di fermentazione. Il sidro derivato sarà più
aromatico, stabile e con un valore di zuccheri riducenti medio . Grazie all'impiego
dell'enzima pectolitico pectinmetilesterasi e al cloruro di calcio la chiarificazione può
essere pilotata con precisione, cosa che in natura è impossibile. Il tempo necessario alla
gelificazione è inversamente proporzionale alla quantità di pectinmetilesterasi e di cloruro
di calcio aggiunte ma il ritiro in superficie del gel richiede il medesimo tempo. La
temperatura ottimale per questa operazione è di 11°C.(4,5)
|
Composto |
Diminuzione percentuale nel mosto |
|
pectine |
85
- 95 % |
|
sostanze azotate |
57
% |
|
popolazione microbica |
50
- 90 % |
I
lieviti apiculati, in special modo Kloeckera apiculata,
ha uno sviluppo più tardivo nel mosto trattato mentre i lieviti ossidativi Candida pulckerrima e i lieviti
ellittici Saccharomyces spp. sono molto più
abbondanti che nel mosto non trattato. Questo rapporto nell'evoluzione della microflora spiega
lo sviluppo dell'aroma particolare ed organoletticamente superiore dei mosti defecati.(4) I sidri prodotti con questa tecnica sono
particolarmente richiesti e rinomati pur presentando dei costi d'acquisto superiori. Il
problemi principali di questo tipo di chiarificazione sono: l'ingombro dei recipienti, i
lunghi tempi di stazionamento e l'impossibilità di prevedere la densità del sidro a fine
fermentazione.(5)
La depectinizzazione ed il collaggio sono le chiarificazioni più comuni industrialmente e
consistono nella iniziale idrolisi delle pectine con pectinmetilesterasi purificato seguita
dal collaggio con 5-20 g/hl di gelatina o albumina di sangue. La gelatina, avendo carica
positiva, si lega con tannini, polifenoli e solidi sospesi di carica negativa facendoli
precipitare. Si termina con una filtrazione a farina fossile che risulta tanto facile quanto
più è riuscita la chiarificazione. Questa deve essere necessariamente completata prima della
fermentazione quindi l'uso anticipato di betonite o gel di silice è inutile.
La
flottazione è l'unica chiarificazione che può essere attuata in continuo. Sfrutta diversa
densità delle particelle liquide e solide da separare ma, mentre nella sedimentazione queste
ultime hanno densità superiore in questo caso presentano peso specifico inferiore a quello
del liquido in cui sono disperse. Per cui insufflando del gas inerte nella sospensione, il
solido risale verso l'alto. La fase principale del processo è rappresentata dal passaggio
nella "cellula di flottazione" dove sono iniettati simultaneamente succo limpido
pressurizzato con azoto a 4-5 atm. e il succo torbido contenente floculi precedenti dovuti
all'azione delle pectinesterasi. Questi si desaturano e le microbolle di gas aderiscono alla
superficie dei floculi idrofobici formando degli aggregati solido-gas che risalgono sotto
forma di fecce evacuate in continuo. Anche il succo limpido viene recuperato continuamente.
Esistono apparecchi costruiti per questa operazione da alcuni ricercatori canadesi e vengono
commercializzati col termine "Clarifruit". Presentano la caratteristica di avere una
portata d'immissione di 100 hl/ora. Il succo deve effettuare cinque passaggi attraverso la
cellula prima di uscire dal sistema. La resa in succo limpido è particolarmente alta (92%)
mentre le fecce (8%) sono convogliate a un filtro rotativo sotto vuoto che recupera altro
succo per una resa totale elevatissima (98%). Il sistema " Juclas" (juice
clarification system), inventato da un ricercatore trentino, è più semplice ed efficace
rispetto al Clarifruit ed è in grado di trattare 60 hl/ora di mosto torbido che non subisce
ricircolo essendo pressurizzato direttamente all'entrata. L'abbattimento dei solidi sospesi è
del 90% che rappresenta un risultato molto migliore di quelli ottentbili con gli altri metodi.
La flottazione Juclas, utilizzando un gas ossidante (aria) come agente flottante, stabilizza i
polifenoli nelle frazioni tanniche e catetiche le quali polimerizzano e si separano lungo le
altre fasi di lavorazione. In questo procedimento il quantitativo ottimale di chiarificante è
rappresentato da 9 g/hl di gelatina, 45 g/hl di gel di silice, 20 g/hl di bentonite. La
depectinizzazione del succo avviene prima della flottazione aggiungendovi 4 g/hl di enzima e
lasciandolo agire per 90 secondi a temperatura ambiente. Il vantaggio principale della
flottazione è l'assenza dell'uso di sostanze nocive.
L'ultrafiltrazione è sconsigliata a causa dell'attività polifenolossidasica
provocata dal trattamento forzato a caldo. Il succo con questo procedimento tende ad
imbrunirsi eccessivamente e ad essere difficilmente chiarificabile. Fu usata fino a poco tempo
fa per concentrare i mosti destinati al taglio.
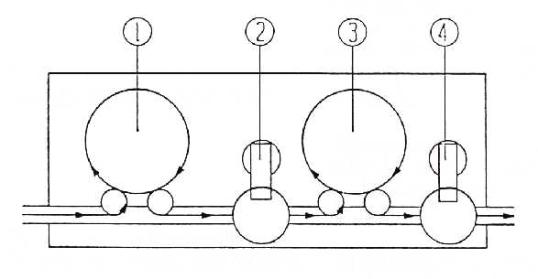
Sistema
Clarifruit®
1) Succo ed enzimi
5) Pressurizzazione
9) Cellula di flottazione
2) Bentonite
6) Pressurizzatore di azoto
10) Succo chiarificato
3) Gelatina
7) Gorgogliatore
11) Scarico feccie
4) Floculatore
8) Valvola con galleggiante
Sistema Juclas®
1) Mosto grezzo e coadiuvanti
4) Mosto con gas disciolto
7) Mosto chiarificato
2) Aria o azoto
5) Flottatore continuo
3) Dissolutore di gas
6)
Feccie di flottazione
a
l t r i t r a t t a m e n t i
p r e f e r m e n t a t i v i
Generalmente prima della fermentazione si addiziona al mosto 50 mg/l di anidride
solforosa per inibire gli enzimi ossidativi e per operare una selezione sui microrganismi
fermentativi. Il mosto può essere arricchito con 30 g/l di concentrato a 70°Brix per
standardizzare l'alcool potenziale a 5,8-6 % oppure può essere tagliato alla fine della
fermentazione per aumentare la percentuale di zuccheri. Si può aggiungere anche dei sali di
ammonio per favorire lo sviluppo dei lieviti. Questa è una pratica usuale in Gran Bretagna e
in Germania al fine di far concludere velocemente la fermentazione limitando i rischi
dell'insorgenza di malattie microbiche causate soprattutto dallo Zymomonas
anaerobia. In Germania l'aggiunta di fosfato d'ammonio massima è di 40 g/hl per
legge. Uno studio condotto a Waadenswil in Svizzera ha sottolineato la preferenza del
consumatore verso il sidro blando e armonioso che viene prodotto dalla chiarificazione e
pastorizzazione del succo seguita da una fermentazione con lieviti selezionati.(4)
f e r m e n t a z i o n e
La
fermentazione del sidro differisce sostanzialmente da quella delle altre bevande fermentate.
In genere è più lenta e dura da uno a tre mesi poiché viene condotta a temperature basse di
8-14°C.(10) Con
questo procedimento si ha una forte diminuzione della perdita di aromi operata dall'anidride
carbonica. Inoltre la fermentazione è parziale anche nel caso dei sidri "brut" o
secchi perché rimane sempre una certa quantità di zuccheri residui nel prodotto finito; il
tenore alcolico reale mediamente è del 5%. L'azoto, presente in quantità di 40-300 mg/l,
gioca un fattore importante nella fermentazione in quanto ne è copartecipe della lentezza e
dell'eventuale blocco. Per ottenere questi risultati è consigliabile ridurre le concimazioni
azotate nei meleti da sidro, cogliere i frutti a maturazione ottimale e chiarificare il mosto
perfettamente. La microflora responsabile della fermentazione è molto numerosa, complessa e
spontanea in cui domina il Saccharomyces cerevisiae var.
uvarum ma ci sono anche altre specie di lieviti importanti per lo sviluppo dell'aroma: Candida
spp., Debaromyces hansenii, Hanseniospora
valbyensis, Issatchenkia orientalis (Candida
krusei), Metschinikowia pulcherrima, Pichia
fermentans, Pichia membranaefaciens, Pichia
spp., Saccharomyces cerevisiae, Saccharomyces
klugueri, Torulospora delbruckii, Williopsis
saturnus, Yarrowia lipolytica, ecc. La lista
è incompleta ma vi sono altre specie molto importanti come il Zigosaccharomyces
rouxii e il Brettanomyces clousenii. I lieviti non trasformano solo il glucosio in etanolo
e anidride carbonica ma producono una cospicua serie di prodotti chimici che entrano a far
parte della composizione del sidro quali acidi, aldeidi, chetoni, esteri, lattoni, ecc...(4) Durante la fermentazione i lieviti possono produrre
acidi non volatili come succinico, malico, citrico, alfa-chetoglutarchico e lattico. Le
quantità di questi composti sono influenzate dalle condizioni di fermentazione, dal pH, dalla
specie dei lieviti, e dalla quantità di azoto a loro disposizione. Dal Saccharomyces fragilis è stato isolato un'enzima comune a tutti gli altri
lieviti del gruppo che ha la capacità di idrolizzare l'acido pectico. Alcuni lieviti hanno la
possibilità di produrre sostanze indesiderate in quantità notevoli come l'idrogeno
solforato.
La
fermentazione si può dividere in tre punti fondamentali:
- prefermentazione, dove la microflora fermentante è molto varia e complessa ma di numero limitato;
- fermentazione propria, dove c'è l'azione quasi esclusiva del Saccharomyces
cerevisiae var. uvarum;
- postfermentazione o maturazione, dove compaiono nuove specie secondarie di lieviti.
Questa sequenza nell'attività dei lieviti sembra essere essenziale per lo
sviluppo dei composti con caratteristiche organolettiche. Studi sul tipo di consumo hanno
dimostrato che la fermentazione pilotata con il ceppo puro Saccharomyces
cerevisiae var. uvarum, dopo la preventiva eliminazione della microflora naturale, ha dato prodotti dal
gusto vinoso poco adatti alle abitudini del tradizionale consumatore di sidro. Tuttavia ci
sono aziende che effettuano questo tipo di procedimento; è il caso dell'Inghilterra dove si
usa lautamente i concentrati sterili. Anche in Germania l'aggiunta di lieviti selezionati è
frequente mentre in Spagna ed in Francia la fermentazione spontanea è la tecnica principale.
La velocità di questo processo può essere influenzata dai diversi ceppi di Saccharomyces
cerevisiae durante il processo fermentativo e
dall'intervento dei batteri lattici, favoriti dalla temperatura vicina ai 15°C e dal pH
maggiore di 3, che trasformano gli zuccheri in acido D e L -lattico, mentre alla fine della
fermentazione possono provocare una disacidificazione biologica dove l'acido malico è
trasformato in acido L-lattico e anidride carbonica. Questa trasformazione viene chiamata
degradazione malolattica. Dopo il primo tipo di intervento batterico il pH sale di 0.1 - 0.2
causando una variazione delle qualità organolettiche del prodotto. Allo stesso tempo il
prodotto viene esposto all'attacco di altre degradazioni batteriche.
A differenza del vino il sidro acquista dalla fermentazione malolattica un sapore
più acido. Ciò è dovuto all'aumento dell'acidità volatile causata dall'attività dei
batteri eterofermentanti e dalla mancanza di zuccheri che attenuano la percezione dell'acido.
Il vino ha un tasso di conversione malolattica molto basso, mentre nel sidro questo valore è
molto alto e supera gli 0.8. L'acido acetico, che nel primo caso raggiunge al massimo 0.5 g/l,
nel secondo caso raggiunge 1.3 g/l.(4) La feccia di fermentazione e lo
stato sanitario dei frutti utilizzati influiscono sulla celerità di questo
processo che può demolire l'acido malico dal 3 al 45 %. La disacidificazione è dovuta
anche alla trasformazione dell'acido malico in acido bicarbossilico.(7)
Per prevenire la
malolattica si usano 150 ppm di anidride solforosa, mentre 100 ppm la prevengono inizialmente
ma il rischio persiste durante stoccaggio. Il pH basso la inibisce e così pure una
percentuale alta di alcol: a pH 3.2 e 9.4 % di alcool con temperature superiori ai 10°C la
fermentazione malolattica termina in 63 giorni mentre ne richiede solo 13 con una percentuale
etilica superiore al 3 %.(4)
Nelle sidrerie normanne
la fermentazione si svolge all'aria aperta in grandi tini da 400 - 750 hl o addirittura 2000
hl e viene bloccata sottoponendo il sidro a una serie di centrifugazioni, filtraggi e
trattamenti a freddo. Il valore della densità alla quale vengono effettuati i trattamenti è
di 1.040 per i sidri dolci con 50 g/l di zuccheri e di 1.020 per i secchi. L'immagazinamento
avviene in fusti sterilizzati oppure, per le industrie dotate di capienti celle frigorifere,
nelle vasche refrigerate.(5)
trattamenti
d i c o n s e r v a z i o n e
e confezionamento
Il sidro è un substrato estremamente favorevole allo sviluppo dei lieviti grazie
alla sua composizione e alla limitata acidità (pH 3.2 - 4.4). Tutti i trattamenti rivolti
prima al mostro e poi al sidro hanno l'effetto di sbilanciare la microflora a vantaggio di
alcune specie di batteri che causano, tra l'altro, la fermentazione
malolattica. Se questa trasformazione dell'acido malico sia favorevole o meno alle
qualità organolettiche del sidro è una questione aperta, certo è che è negativa per la
successiva stabilità. Una tipica malattia post-malolattica è il "cider sickness" o
"framboisé" che induce i sidrificatori inglesi a far concludere velocemente la
fermentazione con il consumo totale degli zuccheri riduttori.(10)
E' causata dal batterio Zymomonas anaerobia che, pur
resistendo all'anidride solforosa non tollera un pH inferiore a 3.7. Il consumatore esige un
sidro il più naturale possibile e non pastorizzato; con questo tipo di prodotto il problema
di post-confezionamento più importante è la malolattica all'interno del contenitore. Questa,
pur non creando alterazioni fisiche visibili della bevanda ne altera il rapporto
zuccheri/acidi; inoltre i batteri lattici eterofermentanti metabolizzano sensibili quantità
di acido acetico. Il sidro destinato ad essere commercializzato torbido viene tagliato per
raggiungere la giusta densità e subisce una semplice centrifugazione; una lieve aggiunta di
anidride solforosa viene occasionalmente effettuata come antiossidante e anti batterico. Per
la pastorizzazione si utilizzano i tunnel pastorizzatori ma è un trattamento raro data la
spiccata termolabilità dei componenti. Per ottenere un prodotto limpido e cristallino, il
sidro viene sottoposto a finissaggio con chiarificazione per mezzo di gelatina e albumina di
sangue seguita dalla naturale decantazione statica. Dopo l'eliminazione delle feccie da
colatura per mezzo della centrifugazione, il sidro viene filtrato con farina fossile di
diatomee e può essere coretto nel contenuto di anidride carbonica con dosi di 3 - 5 g/l di
questo gas.(4)
Successivamente si passa all'imbottigliamento e al confezionamento del sidro. In questa fase
è importante mantenere una situazione di asetticità ed anaerobiosi usando materiali sterili
e macchinari che lavorino sotto gas inerte. Per i sidri di una certa qualità si usa
l'imbottigliamento sterile a freddo e l'imbottigliamento a bassa ossidazione simile a quello
enologico.(7)
schema
d'imbottigliamento
1) Risciacquo delle bottiglie nuove con acqua sterile
2) Deareazione e riempimento delle bottiglie con gas inerte
3) Riempimento delle bottiglie con sidro
4) Tappatura con sughero
Nell'imbottigliamento sterile a freddo il sidro viene filtrato con cartoni asettici aventi maglie molto strette (filtrazione sterilizzante). Nel contempo le bottiglie vengono pretrattate con una soluzione nebulizzata di anidride solforosa al 2 % sia internamente che esternamente appena prima di essere riempite. E' consigliabile fare il trattamento della bottiglia anche se è stata acquistata con garanzia di sterilità. Lo spruzzo con anidride solforosa, che causa l'uscita dell'aria, viene rimpiazzato con un'insufflazione di vapore o aria sterili al fine di non arricchire ulteriormente il sidro del composto antisettico. Segue una filtrazione sterilizzante e l'imbottigliamento.
Recentemente si usano due tipi di imbottigliamento sterile:
1) lavaggio con soluzione di anidride solforosa, pre-evaquazione dell'aria, compensazione con azoto (gas inerte), soffio di azotodopo l'imbottigliamento.
2) lavaggio di 15-20 secondi con soluzione di 1 g/l di anidride solforosa, evacuazione dell'umidità con aria sterilizzata, fiammata sulla bocca della bottiglia.
Quando
non si voglia impoverire il sidro di anidride carbonica, questo gas inerte viene introdotto
con l'azoto nella proporzione del 20-80 %. Per i sidri di pregio modesto si usano i
contenitori tipo tetra pack: prima del confezionamento il prodotto viene sottoposto ad un
blancking e spesso il tetra pack contenente il sidro viene nuovamente pastorizzato.(7)
a
s p e t t i l e g i s l a t i v i
La
legislazione più recente in materia di bevande alcoliche si rifà all'art.23 del D.L. n°331
30/08/1993 che non inquadra con precisione il nostro prodotto. Il sidro rientra comunque tra
le bevande fermentate tranquille con titolo alcolometrico reale compreso fra 1.2 e 10 %. L'
UTIF è in attesa di regolamenti attuativi del decreto sopraccitato che riconoscano
definitivamente il prodotto. Neppure il MAF ha ancora proposto il tipo di registro
obbligatorio per i produttori di sidro.(6)
c
l a s s i f i c a z i o n e
La
diversità di origini e i condizionamenti fanno del sidro un prodotto assai poco
standardizzato che si trova sul mercato in forme diverse. Per i prodotti destinati alla
commercializzazione non locale e alla grande rete di distribuzione è d'obbligo che vi sia
l'assenza assoluta di cellule microbiche; per questo motivo alcune industrie adottano la
filtrazione su membrana. Per legge in Francia li sidro deve avere un tenore alcolico superiore
al 5 % viene proposto più o meno acido, dolce, alcolico e limpido secondo la zona d'origine,
i gusti del consumatore e il livello tecnologico della sidreria.
Esiste
una certa standardizzazione in Francia:
1)
Sidro dolce (cidre doux):
deve
presentare per legge un titolo
alcolico reale inferiore al 3 % con
minimo 50 g/l di zuccheri residui.
a) Sidro da tavola (cidre du table):
E' obbligatoriamente pastorizzato
bottiglia ordinaria, alcol 5-5.2 % e limpido.
Sidro :
2) Sidro semi secco (cidre brut,
(cidre) cidre demi-sec): contiene 20-30
g/l di zuccheri residui
E'
pastorizzato e limpido.
b) Sidro pregiato (cidre bouché):
bottiglia champenois, alcol 5.6-6 %. 3) Sidro secco (cidre sec): totale
zuccheri residui < 10 g/l. E'
centrifugato e non pastorizzato.(5)
Anche
in Inghilterra c'è una classificazione:
1) Sidro torbido tranquillo (still cider, hazy cider): a fermentazione naturale, commerciato dalle grandi
aziende agricole.
2) Sidro gassato naturalmente (naturally conditioned cider): viene
dolcificato prima della fermentazione che gli conferirà la giusta
quantità di anidride carbonica in bottiglia.
Sidro :
3) Sidro carbonicato artificialmente (artificially conditioned
cider): viene
(cider)
sterilizzato con filtrazione sterilizzante o flash-pastorizzazione sotto
pressione a 82°C per 15 secondi e confezionato con imbottigliatrice a
contropressione. Si aggiunge dell'anidride solforosa prima
dell'imbottigliamento per controllare le infezioni derivanti dalle bottiglie
o dalle macchine imbottigliatrici.
4) Scrumpy: sidro fresco aromatizzato con miele, si consuma entro tre
mesi dalla raccolta.(4)
La
classificazione statunitense è simile a quella inglese ma con le seguenti aggiunzioni:
5) Sidro forte (hard cider): può contenere più dell'8 % di alcol e può
essere sidrificato con i metodi Champenois e Charmat.
Sidro :
6) Sidro dolce (sweet cider): prodotto dalle aziende agricole con i
frutti
(cider)
scartati dalla vendita, è commercializzato sia dalla stessa azienda che
dai negozi.
7) Succo di consumo (canned apple juice): prodotto con le mele da tavola
eccedenti sul mercato o presentanti
difetti fisici. E' dolce
e poco alcolico.
La
Bulmer's, una delle tre grandi industrie che controllano buona parte del mercato inglese
quattro tipi di sidro:
- "Still dry":
non carbonicato e secco;
- "Still sweet": non
carbonicato e dolcificato;
- "Sweet cider": carbonicato e dolcificato;
- "Dry cider":
carbonicato e secco.(4)
In
Germania ed in Inghilterra si usano di preferenza le confezioni tipo tetra pack o le "pressure
barrels" dall'aspetto di piccole botticelle della capienza di 11-23 litri con chiusura a
vite e dotate di spina per spillare il liquido dal basso che le rende molto apprezzate per
l'uso domestico.(5)
Eros Cisilino, (diritti
d’autore riservati, 1994. e-mail me: eroxxx@tin.it)
vai
alla
 |
vai
a
 |